وإليك كيف أ آلة الربيع باستخدام الحاسب الآلي تعمل، مقسمة إلى وظائفها الأساسية مقسمة إلى خطواتها الوظيفية الأساسية:
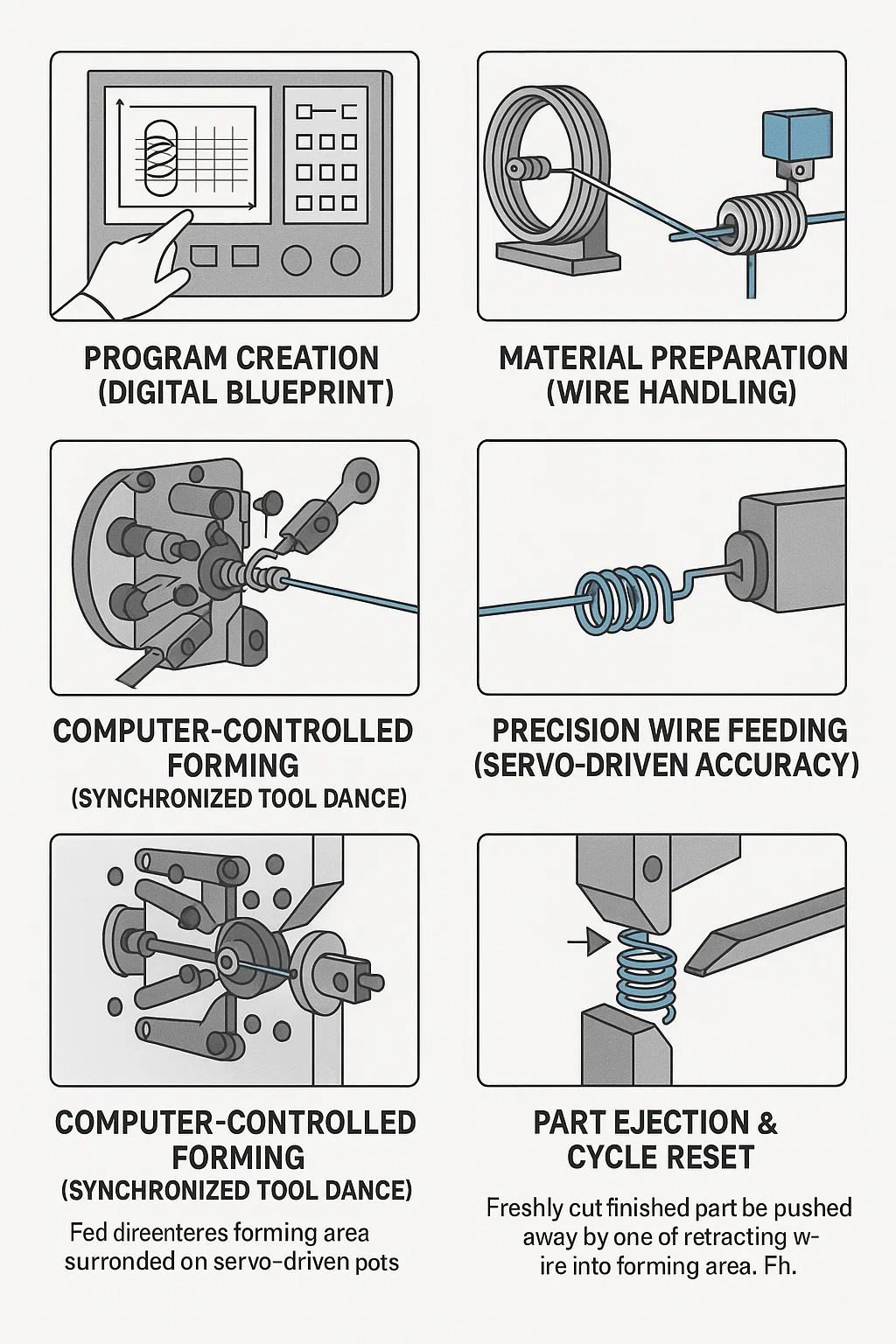
• يستخدم المشغل برنامجًا متخصصًا على لوحة التحكم بالكمبيوتر الخاص بالجهاز.
• يتم إدخال المواصفات الدقيقة للزنبرك أو شكل السلك المطلوب للزنبرك أو السلك المرغوب فيه: قطر السلك، والأقطار الخارجية/الداخلية، وعدد الملفات، ومسافة الملف (التباعد)، والطول الحر، وتكوينات النهاية (الخطافات، والحلقات، والانحناءات، والزوايا)، وأي ميزات خاصة.
• يقوم البرنامج بتحويل هذه المدخلات إلى مجموعة دقيقة من تعليمات الآلة (مثل G-code)، التي تحدد كل حركة وعمل.
• يتم تركيب ملف من الأسلاك المعدنية (الفولاذ، والفولاذ المقاوم للصدأ، والنحاس، وما إلى ذلك)، والنحاس، وما إلى ذلك) على بكرة الدفع.
• يتم تغذية السلك من خلال شريط. يتم تغذية السلك من خلال وحدة تقويم مكونة من بكرات متعددة. تطبق هذه الأسطوانات ضغطًا متحكمًا لإزالة أي انحناء أو التواءات من السلك الملفوف، مما يضمن دخول السلك المستقيم تمامًا إلى منطقة التشكيل.
• يمكن تطبيق التشحيم على السلك لتقليل الاحتكاك وتآكل الأداة.
• يمر سلك مستقيم بين زوج من بكرات التغذية المخرشة.
•محرك سيرفو مخصص يتحكم بدقة في هذه الأسطوانات.
•استنادًا إلى البرنامج، يقوم المحرك المؤازر بتدوير الأسطوانات بمقدار محدد، مما يدفع طول السلك المُقاس بدقة للأمام إلى منطقة التشكيل. تحدد هذه التغذية التي يتم التحكم فيها الأبعاد الحرجة مثل الطول الإجمالي للزنبرك والمسافة بين الملف.
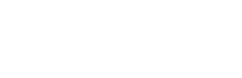
• يدخل سلك التغذية إلى منطقة التشكيل، محاطًا بعدة تشكيلات متحركة، ومحاطًا بعدة أدوات تشكيل متحركة (أصابع، شرائح) مثبتة على أعمدة مدفوعة مؤازرة وموضعة بالقرب من موقع مركزي بالقرب من شياق مركزي (عمود) أو دبوس تشكيل.
• يقوم جهاز التحكم بالكمبيوتر الخاص بالآلة بإرسال الأوامر إلى محركات مؤازرة فردية تتحكم في كل محور أداة تشكيل بشكل مستقل وفي وقت واحد.
• تقوم هذه الماكينات بنقل الأدوات في مسارات معقدة ومنسقة:
• تنزلق الأدوات بشكل قطري إلى الداخل/الخارج لثني السلك أو تحديد الأقطار.
• تدور الأدوات لتلتف السلك حول الشياق، وتشكل ملفات.
• تتحرك الأدوات بشكل محوري للتحكم في درجة الصوت (المسافة بين الملفات) أثناء تغذية السلك.
• يتم ضغط الأدوات أو ثنيها لإنشاء أشكال نهائية مثل الخطافات أو أشكال العيون مثل الخطافات أو العيون أو الانحناءات المعقدة.
• تعمل الأدوات المتعددة بتسلسل سريع، وتثني السلك تدريجيًا وتشكله وفقًا للهندسة المبرمجة. يضمن الكمبيوتر توقيتًا وموضعًا مثاليين لكل حركة أداة بالنسبة لحركة أداة تغذية السلك بالنسبة لموضع تغذية السلك.
• بمجرد تشكيل الشكل النهائي بالكامل، يقوم البرنامج بتشغيل مؤازرة قطع مخصصة، ويقوم البرنامج بتشغيل محور مؤازر قطع مخصص.
• تتحرك شفرة القطع الفولاذية الصلبة (المقصلة أو الدوارة) بقوة ضد السندان الثابت أو الشفرة المضادة.
• يقوم هذا الإجراء بقص شكل الزنبرك أو السلك النهائي بشكل نظيف من مخزون الأسلاك الزائدة بتوقيت دقيق.
• الجزء النهائي المقطوع حديثًا هو عادةً ما يتم دفع الجزء النهائي المقطوع حديثًا خارج التشكيل، وعادةً ما يتم دفعه خارج منطقة التشكيل بواسطة أداة سحب أو يسقط ببساطة بعيدًا عن طريق الجاذبية، وغالبًا ما يكون أسفل شلال في مجموعة غالبًا أسفل شلال في صندوق التجميع.
• تتراجع جميع أدوات التشكيل في نفس الوقت إلى مواضع البداية المبرمجة ("الصفحة الرئيسية").
• تقدم بكرات التغذية على الفور الطول الدقيق التالي للسلك.
• الدورة بأكملها (الدورة بأكملها (الخطوات 3-6) تتكرر بشكل مستمر وبسرعة عالية.
رمز الاستجابة السريعة للجوال
 لغة
لغة  中文 简体
中文 简体








